
You send a design to a factory. They quote you $12.50 per unit. You were expecting $9.00. Why the gap?
For many brands, factory pricing feels like a “black box.” You don’t know if you are being overcharged or if your design is simply too expensive to make. Understanding the mechanics of bag costing is the most powerful tool you have to negotiate better prices and design more profitable products.
At TIMMY, we believe in transparency. In this guide, we will open the black box and show you exactly how we calculate the price of a bag—and how you can use Value Engineering to lower that price without sacrificing quality.
1. The Cost Equation: Where Does the Money Go?
The price of a custom bag isn’t random. It is a sum of three main components:
- Material Cost (50-60%): Fabric, lining, zippers, buckles, foam, packaging.
- Labor Cost (20-30%): Cutting, sewing, finishing, QC. This is calculated based on time.
- Factory Overhead & Profit (10-20%): Electricity, rent, machine maintenance, and margin.
If you want to lower the price, you need to attack the first two categories: Material and Labor.

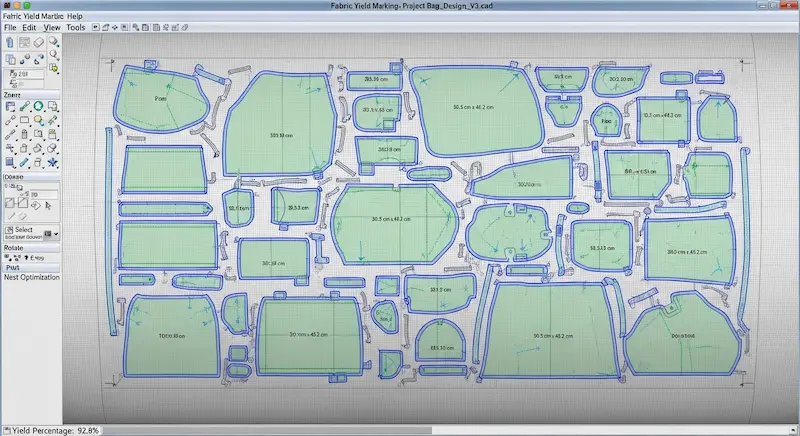
2. Material Yield: The Hidden Cost of Waste
Fabric comes in rolls of a fixed width (usually 58-60 inches). When we cut your bag panels, there is always waste scrap.
Efficiency Matters: A square tote bag has very high efficiency (90%+) because the pieces fit together like a grid. A curved, kidney-shaped waist bag has low efficiency (70%) because there is gap space between cuts.
Value Engineering Tip: Can you straighten a curve? Can you reduce the number of panels? Designing for “yield” can save 10-15% on fabric costs instantly.
3. Labor Cost: Understanding “SAM”
Factories measure labor in SAM (Standard Allowed Minutes). This is the time it takes a skilled worker to complete one operation.
Every feature you add adds time (and cost):
- Adding a zipper pocket: +3 minutes.
- Binding internal seams: +5 minutes.
- Adding a complex organizer panel: +8 minutes.
If you need to hit a target price, ask your manufacturer (like TIMMY): “Which features are adding the most labor time?” We might suggest removing a hidden pocket or simplifying a strap construction to save you $1.00 per unit.

4. Fixed Costs & MOQ: Why Quantity is King
Why is 500 bags so much more expensive than 5,000?
Because of Fixed Costs. Whether we make 1 bag or 10,000, we have to pay for:
- Sample making and pattern grading.
- Cutting die molds ($100-$300).
- Machine setup and line arrangement.
- Dyeing vats (if you want a custom Pantone color).
On a small order, these costs are amortized over fewer units, driving up the per-unit price. (See our Wholesale Guide for more on MOQs).
Conclusion: Design for Price
The best way to control costs is not to squeeze your factory for margins (which leads to quality issues), but to design for price from the beginning.
At TIMMY, our “Value Engineering” service reviews your Tech Pack and suggests smart tweaks to lower costs without your customers ever noticing the difference. Want to see how much you can save? Send us your design for a free costing review.